



 扫一扫
扫一扫
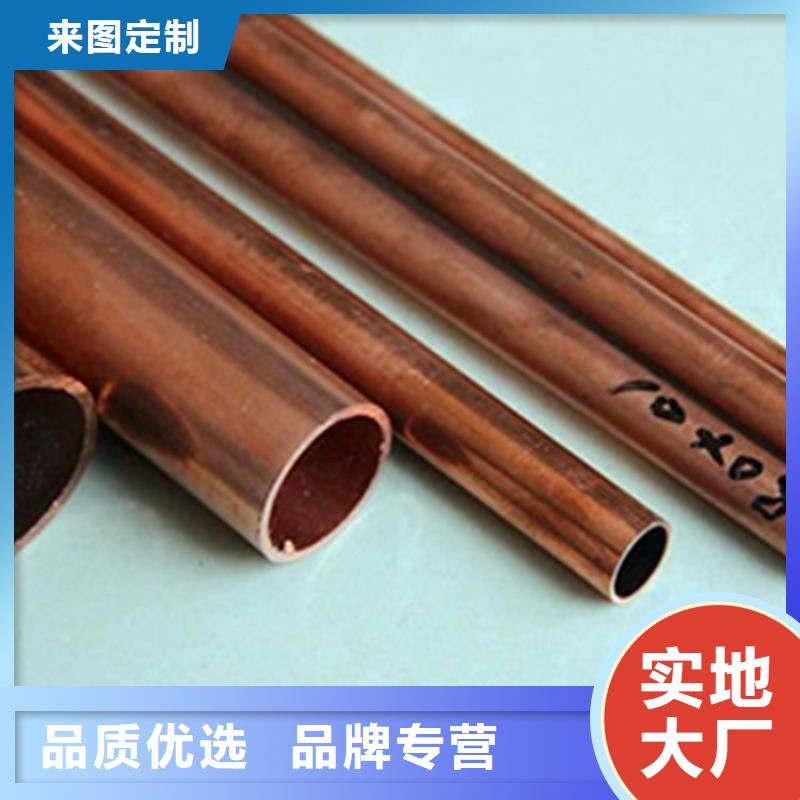
产品特点图
[本地]紫铜管,紫铜带多种场景适用")
[本地]紫铜管,紫铜带多种场景适用")
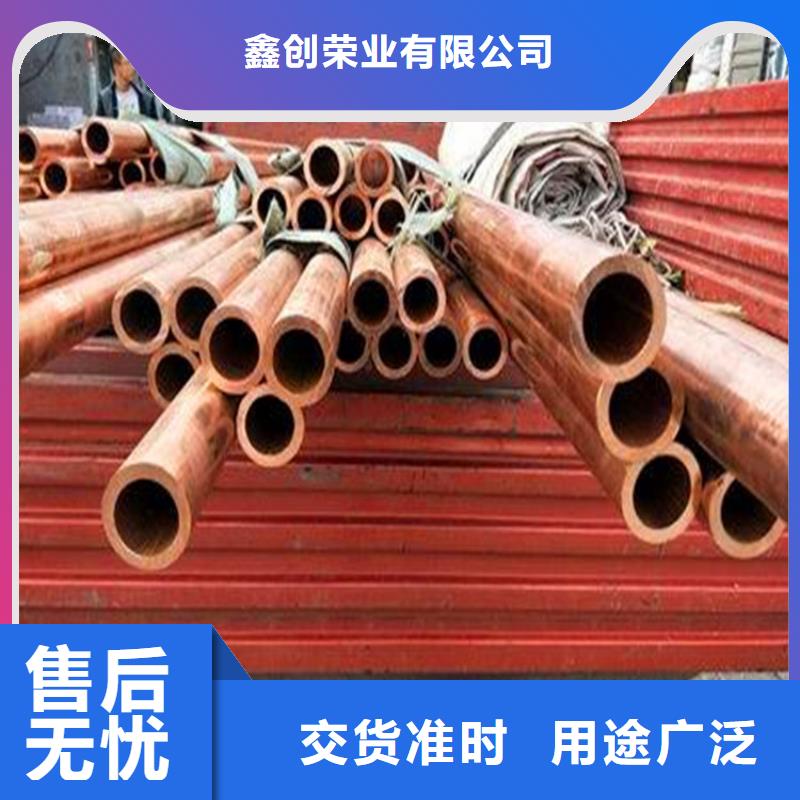
适用范围
[本地]紫铜管,紫铜带多种场景适用")
鑫创荣业有限公司占地28000平方米,注册资金500万元,现有职工150余人,技术骨干20人。是【嘉兴紫铜带、】产品专业生产加工的厂家,拥有完整、科学的质量管理体系。
[本地]紫铜管,紫铜带多种场景适用")
[本地]紫铜管,紫铜带多种场景适用")
[本地]紫铜管,紫铜带多种场景适用")
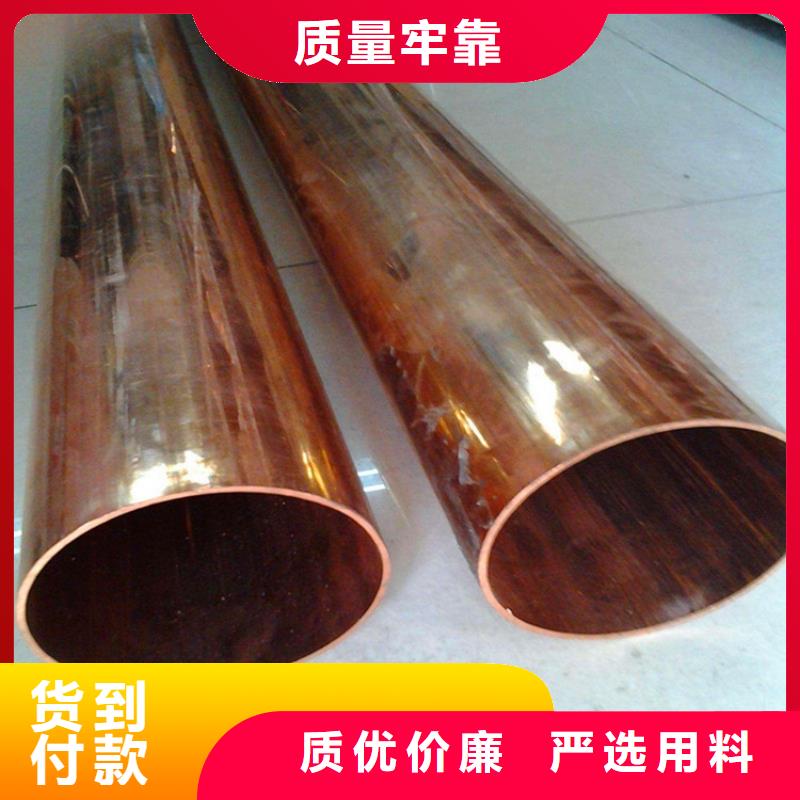
为什么选择我们
[本地]紫铜管,紫铜带多种场景适用")
常用规格:
紫铜管外径2.0*内径1.0*壁厚0.5mm;
紫铜管外径3.0*内径2.0*壁厚0.5mm;
紫铜管外径4.0*内径3.0*壁厚0.5mm;
紫铜管外径4.0*内径2.0*壁厚1.0mm;
紫铜管外径5.0*内径4.0*壁厚0.5mm;
紫铜管外径5.0*内径3.0*壁厚1.0mm;
紫铜管外径6.0*内径4.0*壁厚1.0mm;
紫铜管外径8.0*内径6.0*壁厚1.0mm;
紫铜管外径10.*内径8.0*壁厚1.0mm;
紫铜管外径12.*内径10.*壁厚1.0mm;
紫铜管外径14.*内径10.*壁厚1.0mm;
紫铜管外径16.*内径14.*壁厚1.0mm;
紫铜管外径18.*内径16.*壁厚1.0mm;
紫铜管外径20.*内径18.*壁厚1.0mm;
[本地]紫铜管,紫铜带多种场景适用")
技术支持:cnwbgg.com